






Hvis du vil lave din helt egen hornske, skal du også have din helt egen form. Her følger Hans Jørns vejledning i, hvordan du laver en hornskeform.
Fremstilling af presseform til hornskeer
Hvis man vil lave en hornske er det nødvendig at have en presseform, som hornemnet kan formes i. Formen kan være ganske simpel, så kun skebladet, laffet, presses, eller mere kompliceret så både laf og skaftets svaj presses i en arbejdsgang.
Hvis det f.eks. er på lejrskole eller som mellemarbejde i sløjd, der skal laves skeer, kan den simple form udmærket bruges, men hvis der skal laves mange ens skeer, er det absolut en fordel med formen, der presser det hele i et “hug”.
Den enkle hornskeform 1
Brug 2 stykker hårdt træ f.eks bøgetræ. Tegn den ønskede lafform på det ene stykke træ og med et huljern udskæres fordybningen til den ønskede dybde. Slib udskæringen, så skæresporerne forsvinder. Fordybningen, matricen, skal tjene som støbeform for det fremspring, patricen, som skal presse laffet i den ønskede form (Figur 1).
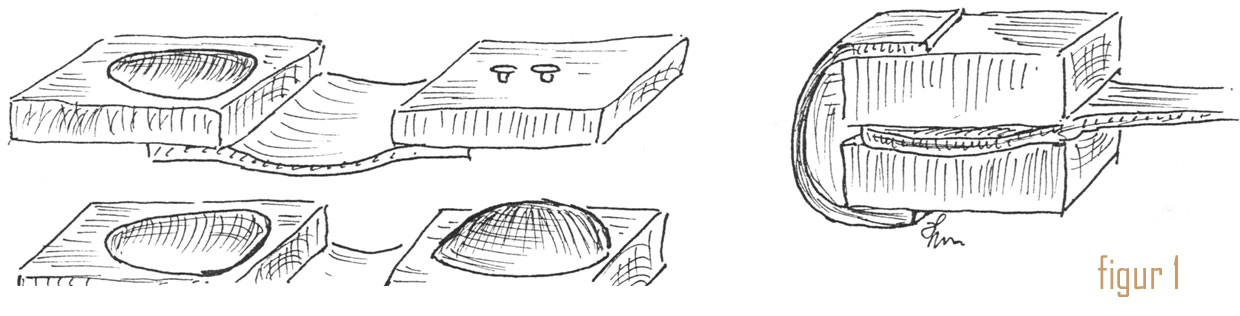
I det andet stykke træ, som skal danne overdelen i den færdige presseform, sømmes 2 søm i, så sømhovederne stikker 2 -3 mm. ud. De 2 træstykker samles med et hængsel, enten en metal bladhængsel eller et hængsel af kraftigt læder. Træstykkerne skal passe sammen så sømhovederne går ned i matricen.
Nu spændes matricedelen op i en skruestik, så den sidder helt vandret, og smeltet tin eller støbemasse til de små D. og D. figurer, hældes ned i matricen. Inden støbemassen størkner, lukkes overdelen med sømhovederne ned, så de går ned i støbemassen.
Når formen åbnes, sidder patricen fast på sømhovederne. Nu skal matricen skæres 3 – 4 mm. større, så der bliver plads til hornemnet mellem matricen og patricen.
Den enkle hornskeform 2
Den simpleste presseform, jeg har anvendt, er lavet af et stk. hårdttræ med en skebladformet udskæring, en kraftig, gammel metalske og et stk. hårdttræ som spændeklods over skeen. Udskæringen, matricen, skal passe til skeen (Figur 2).
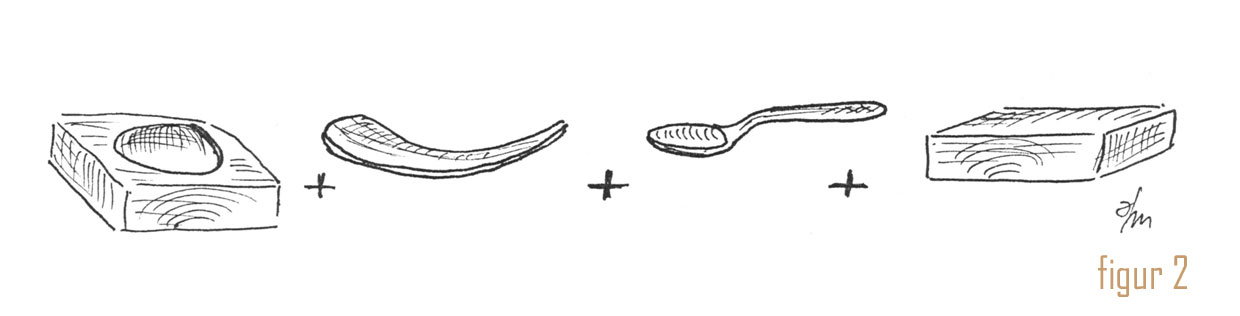 Denne presseform kræver samarbejde, medmindre man er i familie med en tiarmet blæksprutte, for man skal holde styr på underdel, et varmt hornemne, metalske, overdel og samtidig spænde det hele sammen. Men formen er hurtig at lave og anvendelig, hvis det er en enkelt ske der skal laves.
Denne presseform kræver samarbejde, medmindre man er i familie med en tiarmet blæksprutte, for man skal holde styr på underdel, et varmt hornemne, metalske, overdel og samtidig spænde det hele sammen. Men formen er hurtig at lave og anvendelig, hvis det er en enkelt ske der skal laves.
Skaftet
Uanset om man bruger form 1 eller 2 skal skaftet også have den ønskede form. Dette gøres lettest når skaftet er savet ud, men inden det er slebet til. Hvis man ønsker et ret skaft, kan skaftet presses mellem 2 træplader. Skal der være en bøjning, kan den dannes om en rundstok med den ønskede radius. Skaftet holdes i den ønskede form kort tid og afkøles i koldt vand. Brug tykke handsker.
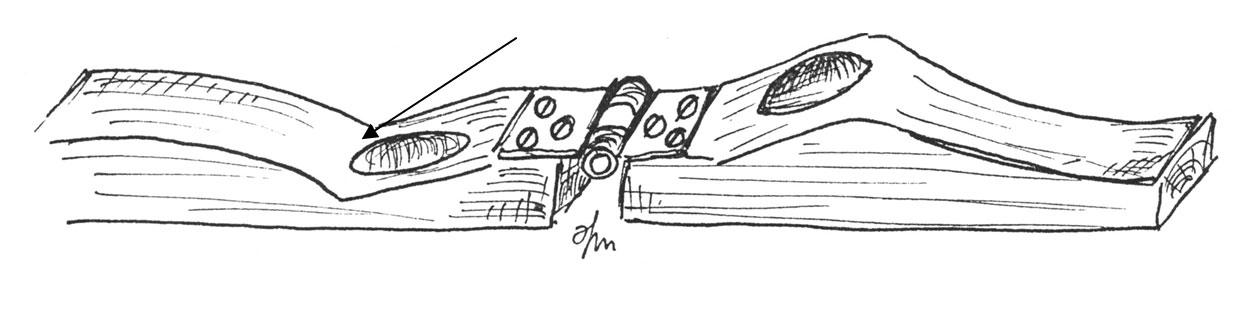
Avanceret presseform (laf og skaft presse i samme arbejdsgang)
Presseformen laves i hårdt træ f.eks. bøgetræ. Størrelsen skal være sådan, at der er plads til kop og skaft både i bredde og længde.
Skeen, set fra siden, tegnes op på træklodsen. Der skal være rigelig plads foran laffet til et hængsel. Klodsen saves op efter tegningen med en smalbladet sav eller på en båndsav.
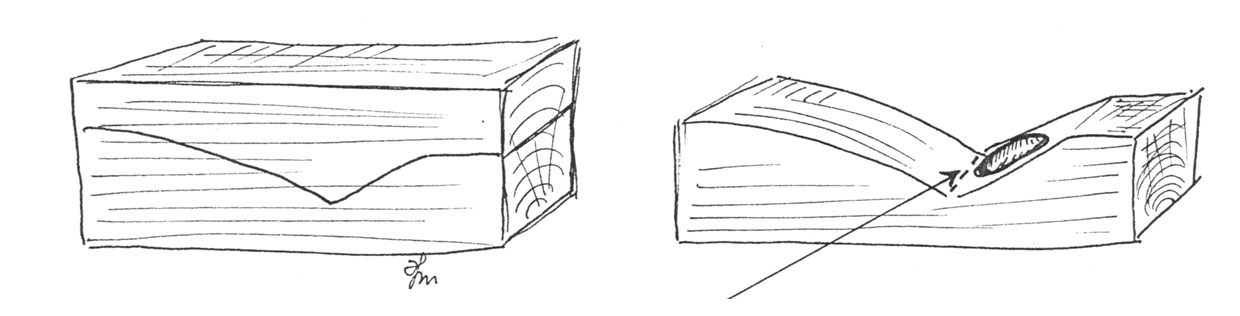
Tegn først en midterlinje på det stykke som skal være formens underste del. Tegn derefter den ønskede lafform så bagkanten af laffet er 3 – 4 mm. fra knækket hvor skeens skaft begynder. Med et huljern udskæres laffets fordybning til den ønskede dybde. Slib udskæringen, så skæresporerne forsvinder.
Fordybningen (matricen), skal tjene som støbeform for det fremspring (patricen), som skal presse laffet i den ønskede form. De 2 træstykker samles med et hængsel, enten et metal bladhængsel eller et hængsel af kraftigt læder. I det stykke, som skal danne overdelen med patricen, der skal gå ned i matricen, i den underste del i den færdige presseform kan laves på 2 måder:
1. Der sømmes 2-3 søm i, som ved simpel presseform 1, så sømhovederne stikker 3 – 4 mm. ud. Sømhovederne skal gå ned i matricen, når de to dele lukkes sammen. Nu spændes underdelen op i en skruestik, så matricen sidder helt vandret, og smeltet tin eller støbemasse til de små D. og D. figurer, hældes ned i udskæringen. Inden støbemassen størkner, lukkes overdelen med sømhovederne ned, så de går ned i støbemassen.
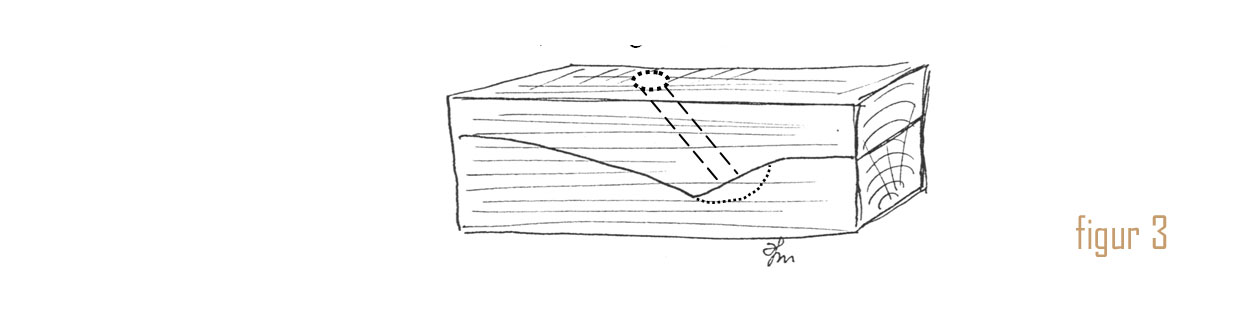 2. Der bores et hul 6 – 7 mm. gennem det øverste stykke af presseformen. Hullet skal bores, så det rammer ned i midten af matricen i den underste del. Nu spændes over- og underdel sammen med store limklemmer eller skruetvinge, matricen skal være vandret, og smeltet tin eller støbemasse til de små D. og D. figurer, hældes ned i hullet (Figur 3).
2. Der bores et hul 6 – 7 mm. gennem det øverste stykke af presseformen. Hullet skal bores, så det rammer ned i midten af matricen i den underste del. Nu spændes over- og underdel sammen med store limklemmer eller skruetvinge, matricen skal være vandret, og smeltet tin eller støbemasse til de små D. og D. figurer, hældes ned i hullet (Figur 3).
Når den afkølede form åbnes, sidder patricen fast på sømhovederne eller i hullet.
Nu skal matricen skæres 3 – 4 mm. større også op mod knækket, så der bliver plads til hornemnet mellem patricen og matricen.